Bê tông vát cạnh là gì và tại sao nó quan trọng
Bê tông cạnh vát đề cập đến các thành phần bê tông - tường, cột, tấm, dầm và tấm đúc sẵn - trong đó góc nhọn 90 độ đã được thay thế bằng mặt góc cạnh hoặc vát, thường được cắt ở góc 45 độ. Kết quả là một bề mặt đường chéo sạch sẽ chạy dọc theo chiều dài của cạnh. Đây không phải là hoàn toàn mỹ phẩm. Cạnh vát giúp giảm sự tập trung ứng suất ở các góc tới 30% so với cạnh vuông , có nghĩa là ít phoi, vết nứt và góc bị vỡ hơn trong suốt thời gian sử dụng của kết cấu.
Ngoài hiệu suất kết cấu, các cạnh vát còn có chức năng an toàn quan trọng. Các góc bê tông vuông lộ thiên nổi tiếng là nguyên nhân gây ra vết cắt và trầy xước - một mối nguy hiểm thực sự trong nhà kho, công trình đỗ xe, tòa nhà công cộng và các dự án cơ sở hạ tầng. Một góc vát sẽ loại bỏ nguy cơ đó ngay lập tức. Trong công trình kiến trúc, phần tiết lộ góc cạnh cũng tạo ra các đường bóng giúp tăng thêm chiều sâu thị giác và sự tinh tế cho một bề mặt phẳng.
Kích thước vát mép phổ biến nhất trong xây dựng nói chung là Góc xiên 45 độ 20 mm × 20 mm (¾ inch) , mặc dù các dự án kiến trúc thường sử dụng các biên dạng 10 mm, 15 mm, 25 mm hoặc tùy chỉnh. Các nhà sản xuất bê tông đúc sẵn thường chỉ định các mặt vát sâu hơn - 30mm hoặc 40mm - để tạo ra sự khớp nối trực quan mạnh mẽ hơn giữa các tấm.
Các cạnh vát được hình thành như thế nào trong bê tông
Có hai cách tiếp cận cơ bản để tạo cạnh vát trên bê tông: tạo góc xiên trước khi đổ bằng cách sử dụng các dải vát đặt bên trong ván khuôn hoặc cắt và mài góc vát sau khi bê tông đã đông cứng. Tạo hình trước khi đổ cho đến nay là phương pháp phổ biến và tiết kiệm chi phí hơn trong xây dựng chuyên nghiệp.
Dải vát trước khi đổ
Dải vát - còn được gọi là miếng chèn vát hoặc miếng chèn cạnh - là những miếng vật liệu có hình tam giác được cố định bên trong ván khuôn ở các góc trước khi đổ bê tông. Khi các hình thức được lột bỏ, dải sẽ kéo ra để lộ một cạnh vát hoàn hảo. Phương pháp này không yêu cầu thao tác thứ cấp và tăng thêm thời gian tối thiểu cho quá trình tạo hình.
Ba vật liệu dải vát phổ biến nhất là bọt (polyurethane hoặc polyethylene), PVC/nhựa và cao su. Mỗi người có hồ sơ hiệu suất riêng của mình. Dải xốp không tốn kém và linh hoạt nhưng dễ bị rách trong quá trình tháo ván khuôn, để lại các mảnh dính vào bề mặt bê tông và phải được lấy ra bằng tay - một quá trình sửa chữa khuyết tật tốn thời gian. Dải PVC bền hơn nhưng yêu cầu buộc chặt cơ học bằng đinh, ốc vít hoặc chất kết dính, điều này tốn thêm công sức và để lại các lỗ buộc trên mặt ván khuôn.
Cắt và mài sau đổ
Khi cần vát cạnh trên bê tông đã được xử lý không được tạo hình bằng dải vát, các nhà thầu sẽ sử dụng máy mài góc có gắn bánh mài kim cương hoặc máy phay bê tông có đầu vát. Cách tiếp cận này đắt hơn đáng kể - chi phí thiết bị, thời gian lao động và quản lý bụi đều cộng lại. A Chiều dài 15 mét của cạnh vát được hình thành trong quá trình đổ có chi phí thấp hơn khoảng 60–70% so với cạnh tương đương được tạo ra bằng quá trình mài sau xử lý . Các phương pháp đổ sau thường được dành riêng cho công việc cải tạo hoặc sửa lỗi tạo hình.
Vát từ Dải: Tiêu chuẩn chuyên nghiệp cho ván khuôn thép
Trong sản xuất bê tông đúc sẵn và công việc tại chỗ sử dụng ván khuôn thép, dải vát từ đã trở thành giải pháp buộc chặt chủ yếu. Dải vát từ là một miếng vát hình tam giác có nam châm ferit hoặc neodymium liên tục được gắn dọc theo đế của nó. Nam châm giữ dải chắc chắn vào mặt thép mà không cần bất kỳ ốc vít, đinh, kẹp hoặc chất kết dính nào. Định vị mất vài giây. Việc tái định vị cũng nhanh như nhau.
Dải vát từ có thể tái sử dụng qua hàng trăm chu kỳ đúc , điều này làm cho đơn giá cao hơn của chúng không còn phù hợp khi tính trên cơ sở mỗi lần sử dụng. Một dải vát từ chất lượng bằng PVC hoặc cao su có giá cao hơn ba đến năm lần so với dải xốp sử dụng một lần, nhưng nếu nó tồn tại được sau 300 lần đổ - một con số hợp lý đối với một dải được bảo trì tốt - chi phí cho mỗi lần đổ chỉ bằng một phần nhỏ so với dải thay thế dùng một lần.
Dải vát từ tính hoạt động như thế nào
Thân của dải vát từ thường được làm từ nhựa PVC cứng, cao su dẻo hoặc kết hợp cả hai. Mặt cắt hình tam giác nằm ở góc của khuôn thép và mặt đế phẳng tiếp xúc với bề mặt thép. Nam châm nhúng - thường đặt cách nhau từ 50mm đến 150mm dọc theo dải - tạo ra lực giữ chống lại cả sự dịch chuyển ngang trong quá trình rung bê tông và chuyển động thẳng đứng trong quá trình đổ. Hầu hết các nhà sản xuất đều sản xuất dải ở chiều dài tiêu chuẩn 1000mm, 1500mm và 2000mm , với các khớp nối với nhau để chạy lâu hơn.
Các đặc điểm kỹ thuật nam châm quan trọng. Nam châm Ferrite tiết kiệm chi phí và hoạt động tốt trong môi trường sản xuất tiêu chuẩn. Nam châm Neodymium (đất hiếm) mang lại khả năng giữ chắc chắn hơn đáng kể — quan trọng khi dải vát được đặt trên các mặt dạng thẳng đứng hoặc trên cao hoặc khi bê tông được đổ bằng máy rung bên trong năng lượng cao tạo ra áp lực ngang đáng kể lên các tấm ván khuôn.
Chất lượng hoàn thiện bề mặt
Một trong những ưu điểm rõ ràng nhất của dải vát từ so với các loại xốp tương đương là chất lượng hoàn thiện bề mặt. Bọt hấp thụ độ ẩm và có thể để lại kết cấu thô, xốp trên bề mặt vát cạnh. Dải từ PVC và cao su tạo ra lớp hoàn thiện dày đặc, mịn trên góc xiên phù hợp hoặc vượt quá chất lượng hoàn thiện của bề mặt được tạo hình liền kề. Đối với bê tông kiến trúc - nơi không thể chấp nhận được các khuyết điểm trên bề mặt - sự phân biệt này mang tính quyết định.
So sánh các loại dải vát: Tổng quan thực tế
Việc chọn dải vát phù hợp tùy thuộc vào loại ván khuôn, quy mô dự án, chu kỳ tái sử dụng cần thiết và thông số kỹ thuật hoàn thiện. Bảng dưới đây tóm tắt những sự đánh đổi quan trọng.
| Loại | Phương pháp buộc chặt | Khả năng tương thích ván khuôn | Chu trình tái sử dụng | Bề mặt hoàn thiện | Chi phí điển hình |
|---|---|---|---|---|---|
| Dải bọt | Chất kết dính/đinh | Gỗ, ván ép | 1–3 | Vừa phải (xốp) | Rất thấp |
| Dải PVC (đóng đinh) | Đinh/ốc vít | Gỗ, ván ép | 10–30 | Tốt | Thấp-trung bình |
| Dải cao su | Chất kết dính / kẹp | Thép, gỗ | 50–150 | Rất tốt | Trung bình |
| Vát từ Strip (PVC) | nam châm nhúng | Chỉ thép | 200–500 | Tuyệt vời | Trung bình–high |
| Vát từ Strip (rubber) | nam châm nhúng | Chỉ thép | 300–600 | Tuyệt vời | Cao |
Kích thước vát tiêu chuẩn và thời điểm sử dụng từng kích thước
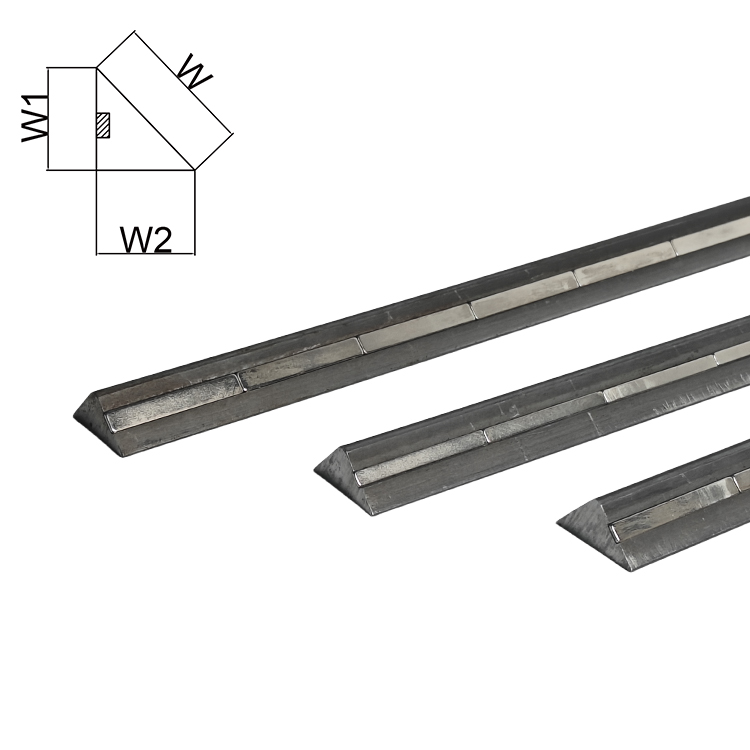
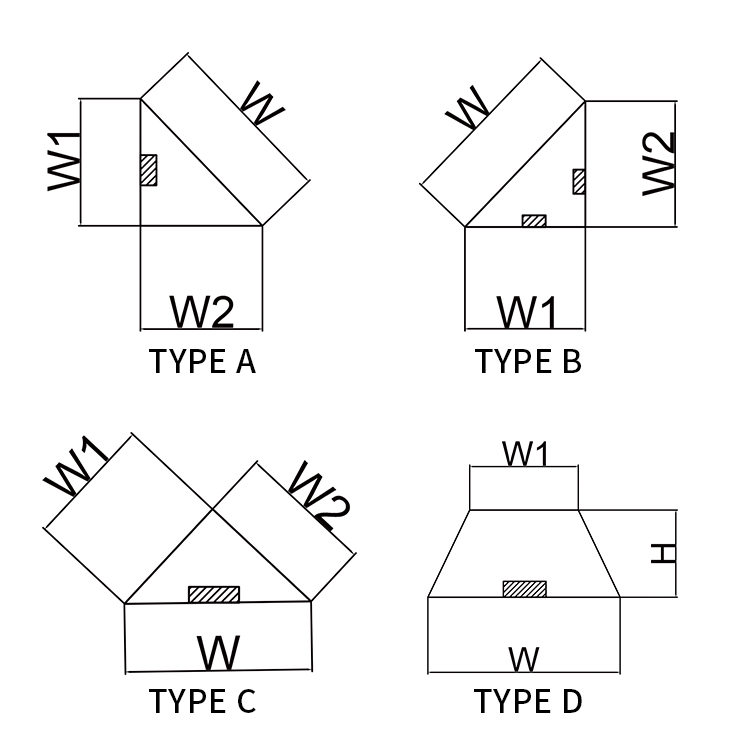
Kích thước vát được chỉ định là chiều dài chân của mặt cắt ngang tam giác vuông. "Vát cạnh 20 mm" có nghĩa là cả hai chân của hình tam giác đều là 20 mm, tạo ra một mặt chéo 28 mm ở góc 45 độ. Đây là cách lựa chọn kích thước thường ánh xạ tới loại ứng dụng:
- 10 mm × 10 mm: Công trình dân dụng nhẹ nhàng, các góc bên trong trên tường và cột cần được tiết lộ tối thiểu. Thường được sử dụng trong xây dựng nhà ở để giảm nguy cơ sứt mẻ mà không có góc xiên rõ ràng.
- 15mm × 15mm: Tiêu chuẩn xây dựng thương mại chung cho cột, dầm và cạnh tường trong các dự án văn phòng và bán lẻ. Cân bằng khả năng hiển thị và tính thực tế.
- 20 mm × 20 mm: Kích thước được sử dụng rộng rãi nhất trong bê tông dân dụng và kết cấu. Áp dụng cho mố cầu, tường chắn, sàn công nghiệp và các cấu kiện đúc sẵn. các Vát 20 mm là kích thước được chỉ định mặc định trong hầu hết các mã bê tông quốc gia khi không có kích thước cụ thể được đưa ra.
- 25 mm × 25 mm: Công trình cơ sở hạ tầng bao gồm đường hầm, đường chui và công trình dân dụng hạng nặng, nơi các cạnh chịu tác động của tải trọng từ phương tiện hoặc máy móc.
- 30 mm × 30 mm trở lên: Mặt tiền kiến trúc đúc sẵn, các tấm cốt liệu lộ ra ngoài và các yếu tố cấu trúc đặc trưng trong đó đường bóng là một đặc điểm thiết kế có chủ ý. Cũng được sử dụng trong các môi trường khắc nghiệt (biển, tiếp xúc với hóa chất), nơi mà mặt vát lớn hơn di chuyển góc ra khỏi vùng bị hư hỏng tối đa.
Hồ sơ không chuẩn cũng tồn tại. Một số nhà sản xuất đúc sẵn sử dụng tỷ lệ vát 1:2 hoặc 1:3 (góc xiên nông thay vì 45 độ) để tạo hiệu ứng đường bóng khác nhau. Dải vát từ có sẵn trong các cấu hình tùy chỉnh này từ các nhà cung cấp ván khuôn đặc biệt, mặc dù có áp dụng thời gian giao hàng và số lượng đặt hàng tối thiểu.
Lắp dải vát đúng cách: Những lỗi thường gặp và cách tránh chúng
Việc lắp đặt các dải vát không đúng cách là một trong những nguyên nhân hàng đầu gây ra các khuyết tật ở cạnh trong bê tông định hình. Kết quả là việc sửa chữa - mài, vá, trám epoxy - tốn nhiều thời gian và vật liệu hơn so với việc lắp đặt ngay từ đầu. Sau đây là những lỗi thường gặp nhất trên trang web.
Khoảng cách giữa dải và khuôn mặt
Ngay cả khoảng cách 1–2 mm giữa đế của dải vát và mặt khuôn cũng cho phép lớp xi măng chảy ra bên dưới khi rung. Kết quả là một lớp keo cứng dọc theo mép vát phải được sứt mẻ - làm hỏng bê tông tươi trong quá trình này. Đối với dải vát từ, khe hở này thường do nam châm mất lực giữ hoặc có mảnh vụn giữa dải và dạng thép. Làm sạch mặt khuôn bằng bàn chải sắt trước khi đặt các dải và kiểm tra xem từng phần có khớp chặt vào thép mà không bị rung chuyển hay không.
Các mối nối không thẳng hàng giữa các phần dải
Khi hai phần dải vát chạm nhau từ đầu đến cuối, bất kỳ khoảng lệch nào — thậm chí 0,5mm — sẽ tạo ra một bước nhìn thấy được trên cạnh vát hoàn thiện. Đối với các dải vát từ, việc ghép các đầu lại với nhau rất đơn giản vì nam châm giữ vị trí mà không bị trôi. Đối với dải PVC được đóng đinh, việc căn chỉnh mối nối cần được chăm sóc nhiều hơn. Sử dụng cạnh thẳng khi định vị các phần và dán một miếng băng dính nhỏ ngang qua mối nối trước khi đổ để tránh thấm chất dán.
Đại lý phát hành không đủ
Các dải vát - đặc biệt là các loại PVC và cao su - phải được phủ một lớp dầu tách khuôn trước mỗi lần đổ. Bỏ qua bước này có nghĩa là các dải sẽ liên kết với bề mặt bê tông và làm rách các phần của mặt vát trong quá trình tước. Phủ một lớp chất chống dính mỏng và đều lên mặt dải vát bằng cọ hoặc con lăn, không dùng súng phun — ứng dụng phun có xu hướng bỏ lỡ các góc bên trong và để lại các vũng trên bề mặt nằm ngang gây ra các vết bẩn trên bề mặt.
Dải dịch chuyển trong quá trình rung
Máy rung bê tông bên trong tạo ra áp lực ngang đáng kể lên bất cứ thứ gì trong ván khuôn. Các dải xốp chỉ được giữ bằng chất kết dính có thể di chuyển vài mm trong quá trình rung, tạo ra các đường vát lượn sóng hoặc không thẳng hàng. Dải vát từ chống lại sự dịch chuyển này một cách hiệu quả khi lực giữ nam châm phù hợp với hướng khuôn và đầu ra của bộ rung. Đối với rung động tần số cao (trên 12.000 vòng/phút), dải từ neodymium được ưu tiên hơn dải từ ferit vì chúng có thể không cung cấp đủ lực giữ trên các mặt thẳng đứng.
Ứng dụng trong sản xuất bê tông đúc sẵn
Sản xuất bê tông đúc sẵn là nơi sử dụng nhiều nhất các dải vát từ. Các cơ sở đúc sẵn thường vận hành các dạng bàn hoặc pallet thép được cấu hình lại nhiều lần trong ngày. Trong môi trường này, tốc độ và sự dễ dàng của việc định vị lại các dải vát từ sẽ chuyển trực tiếp vào năng suất sản xuất. Một đội trước đây đã dành 20 phút để đóng đinh các dải vát xốp trên mỗi khuôn có thể đặt và định vị các dải vát từ cho cùng một khuôn trong vòng chưa đầy 5 phút.
Các cấu kiện đúc sẵn thường xuyên kết hợp các cạnh vát bao gồm:
- Cột và chân cột cho kết cấu nhiều tầng
- Tấm tường cho các tòa nhà dân cư, thương mại và công nghiệp
- Thanh giằng cầu thang và bậc thang riêng lẻ
- Dầm cầu (dầm chữ I, dầm chữ U, dầm hộp)
- Các đoạn lót đường hầm có các cạnh vát giúp lắp ráp vòng đệm và đệm lót
- Khối tường chắn và tấm chắn tiếng ồn
- Tấm ốp kiến trúc trong đó đường bóng là một yếu tố thiết kế
Đặc biệt trong sản xuất đoạn đường hầm, các cạnh vát phục vụ mục đích kết cấu ngoài tính thẩm mỹ. Phần vát tạo ra một rãnh lõm khi hai đoạn được đặt liền kề nhau và rãnh này có thể được lấp đầy bằng caulk hoặc vữa để tạo ra lớp bịt kín nước thứ cấp. Hầu hết các thông số kỹ thuật của đoạn đường hầm yêu cầu mặt vát tối thiểu 20 mm × 20 mm trên tất cả các mối nối dọc và chu vi vì chính xác lý do này.
Các cạnh vát và độ bền của bê tông
Lập luận về độ bền của các cạnh vát được hỗ trợ tốt bởi quan sát thực tế và khoa học vật liệu. Các góc bê tông nhọn 90 độ vốn dễ bị tổn thương vì bê tông ở chính đỉnh của góc chỉ được đỡ trên hai mặt chứ không phải ba. Khi chịu va đập, chu trình nhiệt hoặc ăn mòn cốt thép, góc được đỡ kém này có xu hướng bị nứt vỡ trước tiên.
Chu kỳ nhiệt đặc biệt mạnh mẽ ở các góc tiếp xúc. Bê tông giãn nở và co lại khi nhiệt độ thay đổi. Góc là điểm mà hai bề mặt gặp nhau ở góc tiếp xúc tối đa, tạo ra ứng suất nhiệt hai chiều. Qua nhiều năm phơi ngoài trời, ứng suất mang tính chu kỳ này gây ra các vết nứt nhỏ tiến triển thành vết nứt có thể nhìn thấy được. Các nghiên cứu về cột kết cấu bãi đậu xe cho thấy các cạnh vát làm giảm tỷ lệ nứt vỡ ở góc từ 40–60% trong thời gian phục vụ 20 năm so với các cột có cạnh sắc tương đương trong cùng một môi trường.
Trong bê tông cốt thép, độ sâu lớp phủ ở góc nhọn về mặt hình học nhỏ hơn độ sâu lớp phủ danh nghĩa được đo vuông góc với mặt phẳng. Lớp phủ 30mm trên mặt tường phẳng có thể giảm xuống hiệu quả là 21mm ở góc vuông khi đo đến thanh cốt thép gần nhất. Việc vát góc sẽ di chuyển bề mặt lộ ra khỏi cốt thép, khôi phục lại lớp phủ hiệu quả. Đây là lý do tại sao nhiều quy định về bê tông tập trung vào độ bền - bao gồm BS EN 13670 ở Châu Âu - yêu cầu rõ ràng các cạnh vát trên bê tông kết cấu ở các cấp độ tiếp xúc XC3, XC4, XD2 trở lên.
Chọn dải vát từ phù hợp cho dự án của bạn
Không phải tất cả các dải vát từ đều hoạt động như nhau. Các yếu tố sau đây sẽ hướng dẫn các thông số kỹ thuật và quyết định mua hàng cho các ứng dụng cốp pha thép đúc sẵn và tại chỗ.
Loại nam châm và lực giữ
Đối với vật đúc ngang (dải nằm trên bàn thép phẳng), nam châm ferit có lực giữ 10–15 N trên mỗi nam châm nói chung là đủ. Đối với các mặt dạng thẳng đứng hoặc đối với các dạng được sử dụng với độ rung năng lượng cao, hãy chỉ định các dải vát từ neodymium có lực giữ 25–50 N trên mỗi nam châm. Một số nhà sản xuất công bố dữ liệu lực kéo trên mỗi mét dải - một thước đo so sánh hữu ích. Hãy tìm ít nhất 150 N trên mét dải cho các ứng dụng mặt đứng .
Chất liệu thân máy: PVC vs Cao su
Dải vát từ PVC cứng hơn và ổn định về kích thước hơn, khiến chúng phù hợp cho các ứng dụng yêu cầu hình học cạnh rất chính xác - ví dụ như đúc sẵn trong kiến trúc. Dải vát từ cao su linh hoạt hơn, cho phép chúng đi theo những đường cong nhẹ hoặc bề mặt dạng không phẳng mà không để lại khoảng trống. Cao su cũng có xu hướng thoát ra khỏi bề mặt bê tông một cách sạch sẽ hơn trong quá trình bóc tách, giảm nguy cơ hư hỏng bề mặt. Đối với sản xuất số lượng lớn, dải vát từ bằng cao su thường mang lại tuổi thọ dải tốt hơn vì tính linh hoạt của chúng làm giảm áp lực lên bề mặt tiếp xúc giữa nam châm và thân trong quá trình tháo khuôn.
Chịu nhiệt độ
Các nhà máy đúc sẵn thường sử dụng phương pháp xử lý bằng hơi nước để tăng cường độ bền. Độ bền nam châm ferrite tiêu chuẩn không bị ảnh hưởng đáng kể bởi nhiệt độ xử lý bằng hơi nước (thường là 50–70°C). Tuy nhiên, nam châm neodymium bắt đầu mất từ hóa vĩnh viễn trên khoảng 80°C , có nghĩa là chúng không phù hợp với các chu trình đóng rắn tăng tốc ở nhiệt độ cao mà không được nhà sản xuất xác nhận cấp định mức ở nhiệt độ cao. Hãy chỉ rõ yêu cầu này một cách rõ ràng khi đặt hàng các dải vát từ cho các sản phẩm đúc sẵn được xử lý bằng hơi nước.
Miếng góc và miếng cuối
Hệ thống dải vát từ tốt bao gồm các miếng góc được thiết kế chuyên dụng - các góc bên trong và bên ngoài 90 độ - cho phép miếng vát bao quanh các góc cột mà không tạo ra các mối nối khó coi tại chỗ. Các mảnh góc này phải được chỉ định là một phần của hệ thống thay vì được chế tạo từ các đoạn cắt, vì các mối nối cắt tại chỗ là nguyên nhân phổ biến gây rò rỉ keo dán và các khuyết tật ở cạnh.
Bê tông vát mép trong bối cảnh kiến trúc và thiết kế
Trong bê tông kiến trúc - đôi khi được gọi là bê tông mặt phẳng hoặc bê tông brut - cạnh vát là một công cụ thẩm mỹ có chủ ý cũng như một công cụ thực tế. Đường bóng được tạo bởi dải vát làm khớp nối bề mặt, xác định hình dạng của phần tử và mang lại cho các dạng bê tông khối một chất lượng tinh xảo, được chế tạo mà các cạnh vuông mịn không có.
Các kiến trúc sư làm việc theo truyền thống bê tông lộ thiên — từ Unité d'Habitation của Le Corbusier đến các dự án Tadao Ando đương đại — đã sử dụng các đường vát để kiểm soát cách ánh sáng truyền qua bề mặt bê tông. A Vát 25mm tạo ra một đường bóng rộng khoảng 35mm trong điều kiện ánh sáng chói, đủ để ghi lại rõ ràng dưới ánh sáng ban ngày trên mặt tiền. Vát 10 mm được coi là một đường mảnh, tinh tế hơn và phù hợp với các bề mặt bên trong nơi có mức độ ánh sáng và khoảng cách xem khác nhau.
Đối với kiến trúc đúc sẵn, tính nhất quán của độ sâu và vị trí vát trên hàng trăm hoặc hàng nghìn tấm giống hệt nhau là rất quan trọng. Bất kỳ sự thay đổi nào về vị trí dải đều tạo ra sự sai lệch rõ ràng khi lắp đặt các tấm. Các dải vát từ, bằng cách cho phép định vị nhanh chóng và lặp lại các dấu tham chiếu trên dạng thép, làm cho tính nhất quán này có thể đạt được ở quy mô sản xuất theo cách mà các dải được đóng đinh hoặc dán đơn giản không thể khớp một cách đáng tin cậy.
Một số kiến trúc sư chỉ định các dải vát màu - điển hình là thân PVC có chứa sắc tố tích hợp - để tạo ra độ tương phản màu sắc có chủ ý ở góc xiên. Đây là một kỹ thuật khác thường nhưng hiệu quả để tạo ra sự khớp nối trực quan mạnh mẽ ở mặt tiền tấm lớn. Dải vát từ tiêu chuẩn có sẵn màu xám, đen và đôi khi là màu trắng từ các nhà cung cấp lớn, với các màu tùy chỉnh có sẵn theo đơn đặt hàng.

Bảo trì và tái sử dụng dải vát từ
Để đạt được tuổi thọ sử dụng tối đa từ các dải vát từ, cần có quy trình bảo trì nhất quán. Các dải được ném đơn giản vào thùng giữa các lần đổ sẽ tích tụ cặn bê tông, chịu hư hỏng nam châm và phát triển các vết trầy xước bề mặt chuyển sang lớp hoàn thiện bê tông.
- Làm sạch ngay sau khi lột. Cặn bê tông trên mặt dải rất dễ loại bỏ khi còn mới và cực kỳ khó loại bỏ sau khi đã đông cứng. Sử dụng dụng cụ cạo bằng nhựa - không phải dụng cụ bằng kim loại để làm trầy xước phần thân bằng nhựa PVC hoặc cao su - và rửa sạch bằng nước.
- Kiểm tra mảng nam châm. Chạy một tấm thép dọc theo đế của dải sau khi làm sạch. Bất kỳ phần nào không giữ chắc chắn cho thấy nam châm bị hỏng hoặc bị dịch chuyển. Các lỗi nam châm riêng lẻ đôi khi có thể được nhà cung cấp sửa chữa; các dải có nhiều nam châm bị hỏng nên được loại bỏ.
- Lưu trữ theo chiều ngang. Xếp chồng các dải theo chiều dọc hoặc tựa chúng vào tường gây ra hiện tượng cong vênh lâu dài, đặc biệt là ở các dải PVC. Lưu trữ phẳng trong các giá có nhãn được sắp xếp theo kích thước hồ sơ.
- Áp dụng chất giải phóng trước mỗi lần đổ. Ngay cả sau khi làm sạch, hãy phủ một lớp chất chống dính mới lên cả mặt tam giác của dải và mặt đế tiếp xúc với khuôn thép. Điều này bảo vệ cả bề mặt dải và làm cho việc bóc mẫu dễ dàng hơn.
- Đăng nhập chu kỳ sử dụng. Trong các cơ sở đúc sẵn khối lượng lớn, việc theo dõi số lần đổ trên mỗi bộ dải cho phép chủ động thay thế trước khi sự xuống cấp bề mặt bắt đầu ảnh hưởng đến chất lượng bê tông thành phẩm. Hầu hết các nhà sản xuất khuyên bạn nên thay dải ở mức 80% chu kỳ tái sử dụng định mức của họ thay vì chờ đợi sự thất bại rõ ràng.
Phân tích chi phí: Dải vát từ so với phương pháp truyền thống
Việc so sánh chi phí thực tế phải tính đến chi phí vật liệu, thời gian nhân công để lắp đặt và tháo dỡ, tần suất thay thế dải và bất kỳ chi phí bổ sung nào cho việc sửa chữa lỗi. Ví dụ sau đây sử dụng một cơ sở sản xuất đúc sẵn giả định đúc 50 phần tử cột mỗi tuần, mỗi phần tử cần 12 mét tuyến tính dải vát 20 mm.
| Yếu tố chi phí | Dải bọt | Dải PVC đóng đinh | Vát từ Strip |
|---|---|---|---|
| Chi phí vật liệu mỗi mét | 0,15 USD | 0,60 USD | $3,50 |
| Chu kỳ tái sử dụng | 1 | 15 | 350 |
| Chi phí vật liệu hiệu quả cho mỗi lần đổ (trên mét) | 0,15 USD | 0,04 USD | 0,01 USD |
| Số phút lao động trên mỗi cột (gỡ cài đặt) | 22 phút | 28 phút | 6 phút |
| Chi phí lao động hàng năm (ở mức $35/giờ) | ~$16,900 | ~$21,500 | ~$4,600 |
| Chi phí sửa chữa khiếm khuyết ước tính (hàng năm) | 4.200 USD | $1,800 | $300 |
Những con số trên cho thấy rõ điều đó chi phí đơn vị cao hơn của dải vát từ hoàn toàn được bù đắp bằng việc tiết kiệm nhân công trong năm sản xuất đầu tiên . Khoản tiết kiệm hàng năm liên tục từ việc giảm lao động và sửa chữa khuyết tật là rất đáng kể. Đối với một cơ sở sản xuất 50 chi tiết mỗi tuần, việc chuyển từ dải xốp sang dải vát từ có thể tiết kiệm chi phí trực tiếp trên thực tế hơn 15.000 USD hàng năm — trước khi tính đến chất lượng được cải thiện và giảm tỷ lệ từ chối của khách hàng.
Yêu cầu về mã và thông số kỹ thuật cho các cạnh vát
Các cạnh vát không phải lúc nào cũng là tùy chọn. Một số quy tắc và thông số kỹ thuật được sử dụng rộng rãi áp đặt các yêu cầu về góc vát trên bê tông kết cấu.
- ACI 301 (Mỹ): Yêu cầu tất cả các góc lộ ra của bê tông định hình phải được vát mép hoặc bán kính trừ khi có quy định khác. Kích thước mặt vát mặc định không được chỉ định là ¾ inch (khoảng 19mm).
- BS EN 13670 (Châu Âu): Chỉ định các yêu cầu về độ vát đối với bê tông ở cấp độ tiếp xúc XC3 trở lên, với độ vát tối thiểu 15mm trên tất cả các cạnh kết cấu lộ ra ngoài trong môi trường từ trung bình đến nghiêm trọng.
- AS 3610 (Úc): Tiêu chuẩn ván khuôn yêu cầu các dải vát hoặc vật tương đương ở tất cả các góc bên ngoài trừ khi bản vẽ thiết kế đặc biệt cho phép các cạnh vuông.
- Thiết kế cầu ASSHTO LRFD (Mỹ): Yêu cầu vát tối thiểu 25 mm trên tất cả các cạnh lộ ra của bê tông cầu trong điều kiện lộ XS và XD.
- CIRIA C660/C766 (Anh): Các tài liệu hướng dẫn về vết nứt nhiệt ở tuổi sớm trong bê tông khuyến nghị nên vát cạnh các cạnh để giảm tác động tập trung ứng suất ở các góc của khuôn - một yếu tố gây ra vết nứt nhiệt sớm.
Khi xem xét các thông số kỹ thuật của dự án, hãy kiểm tra cả bản vẽ kết cấu và các phần thông số kỹ thuật của dự án để biết các yêu cầu hình thành. Không có gì lạ khi các yêu cầu vát xuất hiện trong thông số kỹ thuật nhưng không được ghi kích thước trên bản vẽ, khiến nhà thầu phải xác nhận kích thước dự định với nhà thiết kế trước khi đặt hàng vật liệu tạo hình.








