Khi nói đến kết cấu bê tông, Buộc cốt thép đúng cách là một trong những bước quan trọng nhất quyết định liệu một công trình có hoạt động an toàn trong nhiều thập kỷ hay không . Cho dù bạn đang làm việc trên các tấm đúc sẵn, tấm đúc tại chỗ hay cụm dầm phức tạp, cách buộc cốt thép sẽ ảnh hưởng trực tiếp đến việc truyền tải, tính nhất quán của lớp phủ bê tông và độ bền lâu dài. Câu trả lời ngắn gọn: sử dụng dây buộc có kích thước phù hợp, áp dụng kiểu buộc chính xác cho loại mối nối, duy trì lớp phủ bê tông tối thiểu 1,5 inch và luôn kết hợp công việc buộc của bạn với chất lượng Phụ kiện bê tông đúc sẵn được thiết kế cho ứng dụng cụ thể.
Hướng dẫn này đi sâu vào mọi khía cạnh của việc buộc cốt thép — từ thước đo dây và dụng cụ buộc cho đến cách các phụ kiện như ghế bar, miếng đệm và khớp nối cơ khí tương tác với cụm cốt thép của bạn. Nếu bạn đang xác định, chế tạo hoặc kiểm tra bê tông cốt thép thì đây là thông tin bạn cần.
Tại sao việc buộc cốt thép đúng cách lại quan trọng hơn hầu hết mọi người nghĩ
Các thanh cốt thép không có cấu trúc theo nghĩa kỹ thuật - chúng không mang tải. Nhưng chúng giữ các lồng lại với nhau trong quá trình đổ bê tông, ngăn các thanh dịch chuyển dưới sự rung của máy rung bê tông hoặc trọng lượng và dòng chảy của bê tông tươi. Một thanh bị lệch bởi thậm chí nửa inch có thể làm giảm độ sâu hiệu quả của tiết diện dầm từ 5–10% , làm giảm đáng kể khả năng uốn mà không có bất kỳ dấu hiệu rõ ràng nào của vấn đề.
Hậu quả phức tạp trong sản xuất bê tông đúc sẵn, trong đó dung sai kích thước chặt chẽ là tiêu chuẩn. Các tấm đúc sẵn, dầm cầu và cột kết cấu được thiết kế với các vị trí cốt thép được đo đến phân số inch. Các mối nối lỏng lẻo cho phép các thanh di chuyển trước khi bê tông đông kết có thể dẫn đến các bộ phận vượt quá dung sai, không đạt yêu cầu kiểm tra chất lượng - hoặc tệ hơn là vượt qua kiểm tra và hoạt động kém hiệu quả.
Ngoài khả năng kiểm soát kích thước, các lồng được buộc đúng cách còn hỗ trợ việc bố trí các lồng một cách nhất quán. Phụ kiện bê tông đúc sẵn chẳng hạn như miếng đệm nâng, tấm neo, tấm nhúng và ống bọc. Những phụ kiện này dựa vào lồng cốt thép cứng để giữ cố định. Lồng được buộc kém là vật chèn được đặt ở vị trí kém và điều đó đồng nghĩa với các vấn đề tại hiện trường: kết nối không thẳng hàng, định mức tải không phù hợp và việc khắc phục tốn kém.
Dây buộc: Các loại, đồng hồ đo và khi nào nên sử dụng từng loại
Vật liệu phổ biến nhất để buộc cốt thép là dây đen ủ, còn gọi là dây đen mềm. Độ mềm của nó sau khi ủ cho phép nó được xoắn chặt mà không bị gãy và chống ăn mòn khá tốt trong môi trường khô ráo. Phạm vi đo tiêu chuẩn để buộc cốt thép là 16 đến 18 AWG (Máy đo dây của Mỹ) , với 16,5 AWG được sử dụng rộng rãi nhất trong xây dựng thương mại.
Các loại dây theo ứng dụng
| Loại dây | Máy đo | Ứng dụng tốt nhất | Ghi chú |
| Dây đen ủ | 16–18 AWG | Công tác sàn, tường, cột tổng hợp | Kinh tế nhất, có sẵn rộng rãi |
| Dây mạ kẽm | 16 AWG | Vùng biển, ven biển, vùng có độ ẩm cao | Chi phí cao hơn, chống ăn mòn tốt hơn |
| Dây thép không gỉ | 16–18 AWG | Lồng cốt thép phủ epoxy hoặc không gỉ | Ngăn chặn sự ăn mòn điện giữa các kim loại khác nhau |
| Dây buộc cắt sẵn (cuộn) | 16,5 AWG | Dụng cụ buộc dây tự động, khối lượng công việc lớn | Hoạt động với các công cụ buộc chạy bằng pin |
Bảng 1: Các loại dây buộc phổ biến và ứng dụng được đề xuất trong công tác cốt thép
Một mẹo thực tế từ hiện trường: tránh sử dụng dây quá nặng đối với tổ hợp thanh. Buộc thanh số 4 bằng dây 14 AWG sẽ tạo ra các đuôi xoắn nhô vào vùng che phủ. Các đuôi xoắn phải luôn được uốn cong vào trong - về phía thân lồng - để chúng không di chuyển lên bề mặt bê tông và gây ra rỉ sét hoặc nứt vỡ.
Các mẫu cà vạt tiêu chuẩn và nơi áp dụng chúng
Có sáu kiểu buộc thường được công nhận trong thực hành cốt thép, mỗi kiểu phù hợp với hình dạng khớp cụ thể hoặc yêu cầu kết cấu. Biết cách áp dụng cách nào giúp giảm lãng phí dây, tăng tốc độ sản xuất và đảm bảo dây buộc thực sự giữ được dưới lực đổ bê tông.
Cà vạt buộc
Dây buộc nhanh (còn gọi là dây buộc đơn giản) là cách thực hiện nhanh nhất và phù hợp cho các điểm giao nhau của thanh trong tấm phẳng và tường nơi các thanh giao nhau một góc 90 độ và mối nối sẽ không bị rung nặng. Vòng dây quanh cả hai thanh, bắt chéo hai đầu và xoắn bằng dụng cụ móc cho đến khi vừa khít. Một người thợ sắt có kinh nghiệm chỉ mất chưa đầy 3 giây cho mỗi lần buộc. Tuy nhiên, dây buộc không thích hợp cho các nút giao thông gần mối nối xây dựng hoặc tại các vị trí mà các thanh phải được giữ chính xác - chúng cho phép xoay nhẹ dưới tác dụng của lực.
Cà vạt yên ngựa
Đối với các nút giao thông cần chống chuyển động nhiều hơn - đặc biệt là các vòng lồng cột được buộc vào các thanh dọc - dây buộc yên quấn dây dưới thanh ngang và trên thanh trên cùng ở cả hai bên trước khi xoắn. Điều này tạo ra một điểm tiếp xúc bốn điểm chống lại sự xoay của thanh tốt hơn nhiều so với dây buộc. Hầu hết các thông số kỹ thuật của lồng cột đều yêu cầu dây buộc yên ở mỗi điểm giao nhau thứ ba tối thiểu, với dây buộc nhanh được cho phép ở những nơi khác.
Cà vạt hình số tám
Được sử dụng chủ yếu ở những nơi các thanh giao nhau ở góc khác 90 độ hoặc khi cần có mối nối đặc biệt chắc chắn. Dây đi quanh cả hai thanh theo hình số tám trước khi xoắn. Thanh giằng này cũng được ưa chuộng để gia cố cắt chéo trong dầm và cho các thanh giằng ở các góc của lồng cột. Phải mất nhiều dây và thời gian hơn một chút nhưng tạo ra mối nối cứng hơn đáng kể.
Cà vạt quấn và yên ngựa
Các cụm lồng nặng - chẳng hạn như các cụm ở trụ cầu hoặc dầm đúc sẵn lớn - thường chỉ định các dây buộc bọc và yên. Dây quấn hoàn toàn quanh thanh dưới trước khi được kéo qua thanh trên và xoắn. Đây là mẫu buộc thủ công an toàn nhất và được yêu cầu bởi một số thông số kỹ thuật của DOT để gia cố chính trong các thành viên cầu.
Cà vạt buộc with Kick (Double-Loop)
Một biến thể của kiểu buộc nhanh trong đó dây được gấp đôi trước khi quấn. Phổ biến ở các nền móng có thanh lớn (#8 trở lên) và một sợi dây đơn sẽ không cung cấp đủ lực kẹp. Việc tăng gấp đôi dây sẽ tăng gấp đôi lực giữ ở khớp một cách hiệu quả.
Dụng cụ buộc dây: Từ móc thủ công đến máy chạy bằng pin
Công cụ buộc dây phù hợp giúp giảm đáng kể thời gian lao động. Khi đổ sàn thương mại lớn, một đội sử dụng các công cụ buộc tự động chạy bằng pin có thể đạt được Tốc độ buộc gấp 2–3 lần của đội sử dụng móc thủ công, có độ xoắn ổn định hơn và ít mỏi tay hơn.
Móc cà vạt thủ công
Móc thủ công tiêu chuẩn là một dụng cụ dạng que uốn cong đơn giản, thường dài 8–10 inch. Ngoài ra còn có các móc tốc độ có nòng xoay cho phép xoắn dây bằng cách xoay tay cầm thay vì lắc cổ tay — điều này làm giảm đáng kể tình trạng mỏi tay khi thực hiện các công việc lớn. Móc thủ công không cần nguồn điện và hoạt động trong mọi điều kiện, khiến chúng trở thành công cụ dự phòng ở những không gian chật hẹp hoặc khó xử mà công cụ tự động không phù hợp.
Dụng cụ buộc dây tự động chạy bằng pin
Các công cụ của các nhà sản xuất như MAX, Makita và DEWALT sử dụng cuộn dây được nạp sẵn để quấn và xoắn dây buộc trong chưa đầy một giây. Người vận hành đặt dụng cụ tại điểm giao nhau của thanh và bóp cò - phần còn lại là tự động. Một người vận hành với một công cụ tự động có thể hoàn thành 200–300 dây buộc mỗi giờ so với 60–100 mỗi giờ với móc thủ công. Những công cụ này thực sự là một công cụ nâng cao năng suất khi đổ tấm lớn, chế tạo lồng đúc sẵn và nền móng.
Cuộn dây cho các công cụ này thường được bán dưới dạng cuộn dài 50 mét hoặc 120 mét với đồng hồ đo phù hợp với mẫu công cụ cụ thể. Luôn kiểm tra tính tương thích của cuộn dây với nhãn hiệu dụng cụ - cuộn dây không khớp có thể gây kẹt dây và lãng phí dây.
Dụng cụ buộc khí nén
Ít phổ biến hơn trong xây dựng ở Bắc Mỹ nhưng được sử dụng rộng rãi ở Nhật Bản và các khu vực ở Châu Âu, dụng cụ buộc bằng khí nén nhanh hơn các loại dùng pin và không cần sạc. Chúng hoạt động tốt trong các nhà máy đúc sẵn, nơi đã có sẵn máy nén. Sự đánh đổi là ống dẫn khí, hạn chế khả năng di chuyển so với các dụng cụ điện không dây.
Phụ kiện bê tông đúc sẵn That Work With Your Rebar Cage
Trong sản xuất bê tông đúc sẵn, lồng cốt thép không chỉ là cốt thép kết cấu - nó còn là nền tảng cho hàng chục Phụ kiện bê tông đúc sẵn được gắn trước khi đúc. Những phụ kiện này bao gồm các miếng đệm nâng, dây buộc định hình, tấm neo, giá đỡ ống dẫn điện, khối chặn, ống bọc và phần cứng kết nối nhúng. Cách bạn buộc lồng cốt thép sẽ ảnh hưởng trực tiếp đến mức độ chính xác của các phụ kiện này.
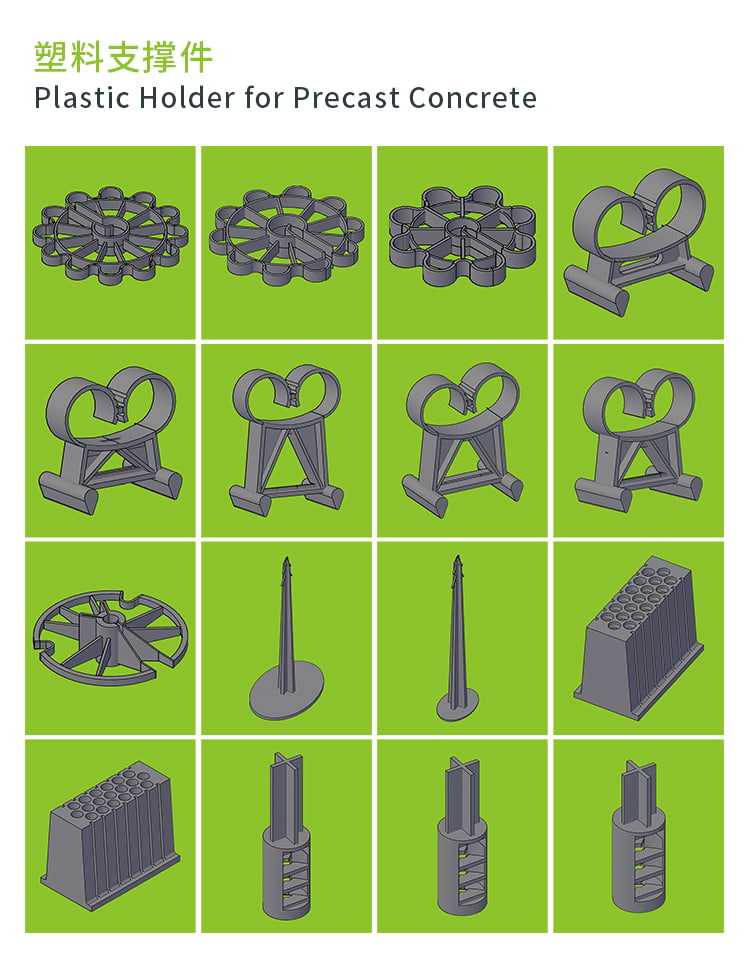
Ghế Bar và miếng đệm cốt thép
Ghế bar và miếng đệm là một trong những loại ghế được sử dụng phổ biến nhất Phụ kiện bê tông đúc sẵn . Chúng giữ lồng cốt thép ở độ cao chính xác phía trên khuôn (nắp dưới) và cách xa các mặt ván khuôn thẳng đứng (nắp bên). Các yêu cầu về lớp phủ bê tông tối thiểu theo ACI 318 đối với các cấu kiện đúc sẵn không chịu tác động của thời tiết thường là 3/4 inch cho tấm và tường và 1,5 inch cho dầm và cột , nhưng nhiều người đúc sẵn chỉ định lớp phủ lớn hơn để đảm bảo độ bền.
- Ghế bar nhựa: nhẹ, chống ăn mòn, có chiều cao từ 3/4 inch đến 4 inch; sự lựa chọn tiêu chuẩn cho hầu hết các ứng dụng đúc sẵn
- Ghế khối bê tông: được sử dụng khi cường độ tải trọng điểm của nhựa sẽ khiến ghế va vào bề mặt dạng mềm; thường được sử dụng trong tấm chịu lực
- Miếng đệm dây liên tục: được sử dụng dọc theo chiều dài của thanh để giữ lớp bọc bên trong các tấm tường; lắp đặt nhanh hơn ghế riêng lẻ
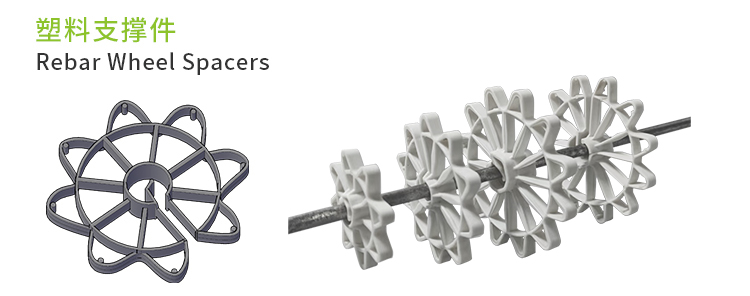
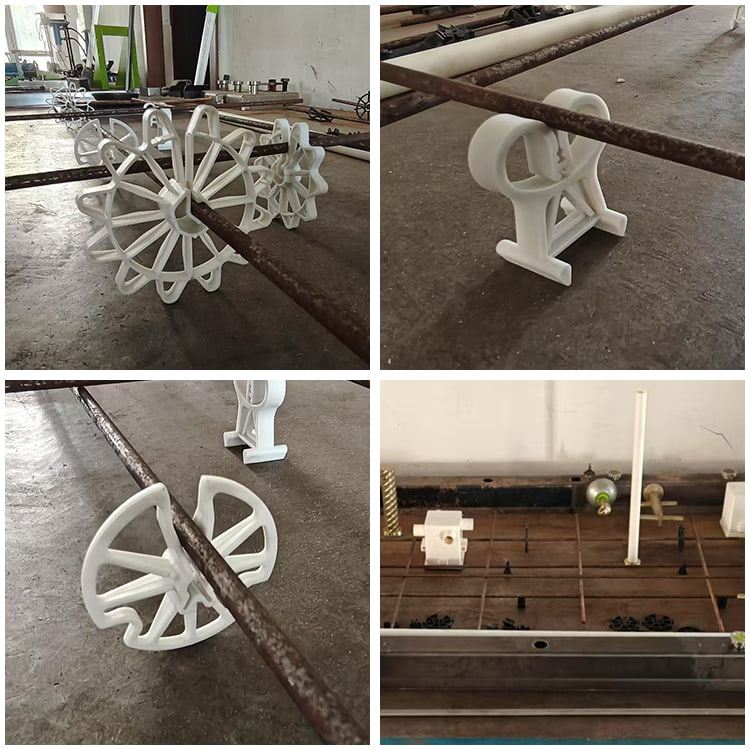
- Miếng đệm tròn (bánh rán): kẹp trực tiếp vào thanh để duy trì lớp che phủ khỏi các bề mặt thẳng đứng đã định hình; có sẵn với các mức tăng bìa tiêu chuẩn là 3/4, 1, 1,5, 2 và 3 inch
Nâng chèn và neo
Miếng đệm nâng là một trong những hạng mục quan trọng nhất về an toàn của Phụ kiện bê tông đúc sẵn. Chúng phải được định vị chính xác trong lồng cốt thép và buộc chặt vào các thanh liền kề để tránh bị xoay hoặc dịch chuyển trong quá trình đúc. Một miếng chèn nâng dịch chuyển dù chỉ một inch so với vị trí được chỉ định của nó có thể rơi ra ngoài vùng nhúng cần thiết của nó, có khả năng làm giảm khả năng chịu tải định mức của nó xuống 20–40% tùy thuộc vào hiệu ứng khoảng cách cạnh.
Yêu cầu buộc điển hình để nâng các hạt dao: các chân neo của hạt dao được buộc vào thanh cốt thép liền kề bằng dây buộc hình số 8 hoặc dây buộc quấn và yên - không phải dây buộc. Các nhà sản xuất hạt dao thường cung cấp hướng dẫn lắp đặt chỉ định các điểm buộc tối thiểu và những điểm này phải được tuân thủ nghiêm ngặt.
Tấm nhúng và phần cứng kết nối
Các tấm thép, đinh hàn và các góc kết cấu gắn trong các cấu kiện đúc sẵn yêu cầu các thanh neo được buộc trực tiếp vào các neo tấm và vào lồng cốt thép. Mẫu buộc phải đủ cứng để tấm không bị xoay khi rung. Các tấm vuông lớn hơn 6 inch phải được buộc ở ít nhất bốn điểm, với các dây buộc hình số tám ở mỗi đinh góc.
Khớp nối cốt thép cơ khí
Bộ ghép cốt thép cơ học - được sử dụng tại các mối nối xây dựng để nối các thanh từ đầu đến cuối - là một loại Phụ kiện bê tông đúc sẵn chuyên dụng tương tác trực tiếp với quá trình buộc. Khi lắp đặt các khớp nối, các thanh ở mỗi bên của mối nối phải được buộc độc lập vào lồng trước khi nối ren hoặc quấn khớp nối. Các bộ ghép nối được chứng nhận theo tiêu chuẩn ASTM A1034 được yêu cầu để phát triển 125% cường độ năng suất được chỉ định của thanh kết nối đang trong tình trạng căng thẳng - họ là những yếu tố cấu trúc thực sự, không chỉ là những người nắm giữ vị trí.
Lớp phủ và kiểm tra bê tông: Những con số quan trọng
Lớp phủ bê tông - khoảng cách từ bề mặt thanh gần nhất đến mặt bê tông bên ngoài - là lớp bảo vệ chính chống lại sự ăn mòn cốt thép. Việc đạt được độ che phủ cụ thể phụ thuộc hoàn toàn vào ghế quầy bar được đặt đúng vị trí và lồng cốt thép được buộc chắc chắn để không bị lệch dưới lực đổ bê tông.
| Loại thành viên | Tình trạng phơi nhiễm | Tối thiểu. Bìa (ACI 318) |
| Tấm, tường, dầm | Không tiếp xúc với thời tiết | 3/4 inch (19mm) |
| Dầm, cột | Không tiếp xúc với thời tiết | 1,5 in (38 mm) |
| Tấm, tường, dầm | Tiếp xúc với thời tiết (#5 và nhỏ hơn) | 1,5 in (38 mm) |
| Tấm, tường, dầm | Tiếp xúc với thời tiết (#6 trở lên) | 2 inch (50 mm) |
| Dầm, cột | Tiếp xúc với thời tiết | 2 inch (50 mm) |
| Chân (đúc vào đất) | Tiếp xúc với mặt đất | 3 inch (76 mm) |
Bảng 2: Yêu cầu lớp phủ bê tông tối thiểu theo ACI 318 đối với các cấu kiện và điều kiện tiếp xúc khác nhau
Trong quá trình kiểm tra, những điểm không phù hợp phổ biến nhất mà người kiểm tra chất lượng phát hiện là không đủ nắp (các thanh nằm trên khuôn không có ghế) và thiếu dây buộc khiến các thanh bị bung ra. Dữ liệu ngành từ các nhà đúc sẵn cho thấy rằng có tới 15% bảng bị từ chối liên quan đến các vấn đề liên quan đến vỏ bọc có thể truy nguyên trực tiếp đến khoảng cách ghế không đủ hoặc buộc lồng không đúng cách.
Danh sách kiểm tra thực tế để buộc cốt thép:
- Khoảng cách thanh khớp với bản vẽ trong phạm vi dung sai (thường /- 1 inch đối với tấm, /- 3/8 inch đối với dầm)
- Ghế hoặc miếng đệm có mặt theo các khoảng thời gian được chỉ định trên bản vẽ đặt (thường là 4 feet đối với tấm)
- Tất cả các chiều dài mối nối vạt áo đều chính xác và được buộc chặt hoàn toàn trên vùng chồng chéo
- Đuôi dây buộc được uốn cong vào trong, không nhô ra phía bề mặt
- Tất cả các phụ kiện đi kèm (tấm đệm, tấm, ống bọc) được buộc vào lồng ở các điểm buộc tối thiểu được chỉ định
- Không có dây buộc lỏng lẻo - mọi giao lộ được buộc đều phải chịu bài kiểm tra đẩy tay
Buộc cốt thép trong sản xuất đúc sẵn: Kiểm soát quy trình và chất lượng
Sản xuất bê tông đúc sẵn khác với xây dựng tại chỗ ở một số điểm quan trọng ảnh hưởng đến cách quản lý cốt thép. Trong nhà máy đúc sẵn, lồng được chế tạo trên bàn gá chuyên dụng hoặc giường ngang, sau đó được nâng lên thành khuôn để đúc. Quy trình chế tạo lồng được hệ thống hóa cao và hầu hết các nhà máy đều sử dụng quy trình vận hành tiêu chuẩn (SOP) xác định chi tiết các mẫu dây buộc, thước dây và vị trí phụ kiện.
Chế tạo lồng dựa trên Jig
Bàn gá thép có chốt chặn có thể điều chỉnh cho phép công nhân định vị và buộc các lồng cốt thép theo kích thước chính xác trước khi nâng chúng thành ván khuôn. Đồ gá đảm bảo khoảng cách giữa các thanh và kích thước tổng thể của lồng là chính xác trước khi áp dụng bất kỳ dây nào. Trong một nhà máy đúc sẵn vận hành tốt, việc chế tạo lồng trên đồ gá có thể giảm phế phẩm kích thước từ 60–70% so với việc buộc vào biểu mẫu.
Sau khi lồng được buộc vào khuôn, các phụ kiện được gắn vào: ghế bar được kẹp vào các thanh dưới cùng, các miếng đệm nâng được nối dây đến các vị trí đã chỉ định và mọi phần cứng nhúng đều được cố định. Sau đó, lồng đã hoàn thiện sẽ được nâng lên thành một khối và đặt vào khuôn, nơi có thể thêm các miếng đệm cạnh và các phụ kiện bổ sung trước khi đúc.
Tài liệu và truy xuất nguồn gốc
Các nhà sản xuất đúc sẵn chất lượng duy trì tài liệu theo dõi từng cụm lồng trở lại bản vẽ đặt, danh sách thanh và công nhân chế tạo nó. Đây không chỉ là thông lệ tốt — nó còn được yêu cầu bởi các tiêu chuẩn như PCI MNL-116 (Sổ tay kiểm soát chất lượng cho nhà máy và sản xuất các sản phẩm bê tông đúc sẵn kết cấu) và bởi nhiều thông số kỹ thuật của dự án cho các bộ phận cầu và tòa nhà.
Khi phát hiện thấy sự không tuân thủ - chẳng hạn như thiếu dây buộc ở phần chèn nâng hoặc tấm neo lệch vị trí - khả năng truy xuất tài liệu cho phép nhà chế tạo điều tra nguyên nhân gốc rễ và khắc phục quy trình trong tương lai. Không có nó, lỗi tương tự sẽ tái diễn.
Tần suất buộc trong đúc sẵn sản xuất cao
Không phải mọi chỗ giao nhau trong lồng chiếu đều cần buộc dây. Hầu hết các thông số kỹ thuật và hướng dẫn đặt thanh cốt thép CRSI (Viện cốt thép bê tông) cho phép buộc các nút giao xen kẽ trong các lồng lưới phẳng, miễn là các nút giao được buộc cách nhau không quá 18 inch theo bất kỳ hướng nào. Trong thực tế, buộc tất cả các giao lộ chu vi và mọi giao lộ nội thất khác tạo ra một cái lồng giữ được hình dạng của nó mà không tốn công sức buộc mỗi lần băng qua.
Khi quy tắc này thay đổi: tất cả các giao lộ trong phạm vi 24 inch của mối nối xây dựng, tất cả các giao lộ trong vùng nhúng của tấm nâng hoặc tấm neo và tất cả các giao lộ tại mối nối chồng phải được buộc chặt hoàn toàn mà không bỏ qua.
Những Sai Lầm Thường Gặp Khi Buộc Cốt Thép Và Cách Tránh Chúng
Dữ liệu quan sát hiện trường và kiểm tra chất lượng trong nhiều năm từ công trình đúc sẵn và đúc tại chỗ luôn cho thấy cùng một nhóm lỗi. Nhận biết chúng là bước đầu tiên để loại bỏ chúng.
Lồng lớn buộc dưới
Trên các lồng lớn - chẳng hạn như lồng dầm cầu dài 40 feet với hàng trăm nút giao nhau - công nhân đôi khi bỏ qua dây buộc để tiết kiệm thời gian. Kết quả là một lồng có vẻ ổn định trên đồ gá nhưng bị giãn ra khi được nâng lên bằng cần trục hoặc dịch chuyển trong quá trình rung bê tông. Bất kỳ chuyển động nào của thanh trong quá trình đổ bê tông đều là vĩnh viễn ; bê tông khóa thanh ở bất cứ nơi nào nó ổn định khi nó cứng lại. Việc sửa lỗi là một tiêu chuẩn tần suất buộc được thực thi bởi quản đốc hoặc thanh tra viên QC, không được tùy ý quyết định của cá nhân.
Đuôi dây nhô ra
Đuôi xoắn sang trái hướng ra ngoài về phía mặt khuôn có thể di chuyển đến trong phạm vi 1/4 inch so với bề mặt bê tông trong quá trình rung. Sau khi bê tông đông kết, phần đuôi sẽ rỉ sét và làm ố bề mặt trong vài chu kỳ đóng băng-tan băng đầu tiên. Trong kiến trúc đúc sẵn, đây là một khiếm khuyết về mặt hoàn thiện. Trong cấu trúc đúc sẵn, nó cho thấy việc kiểm soát chất lượng kém. Mỗi đuôi dây phải được uốn cong vào trong - chỉ mất thêm một giây và loại bỏ hoàn toàn vấn đề.
Chiều cao ghế sai
Việc sử dụng sai chiều cao của ghế quầy bar là điều khá phổ biến ở những địa điểm có nhiều cấu kiện đúc sẵn với các yêu cầu che phủ khác nhau được chế tạo trong cùng một khu vực. Bảo quản ghế theo chiều cao trong các thùng có dán nhãn rõ ràng và xác minh chiều cao của ghế so với bản vẽ đặt trước khi bắt đầu chế tạo là biện pháp phòng ngừa đơn giản nhất. Việc đọc sai ghế 3/4 inch so với ghế 1,5 inch là không rõ ràng khi xem nhanh; nó chỉ hiển thị trong phép đo vật lý.
Dây buộc không đầy đủ tại các vị trí phụ kiện
Như đã lưu ý trước đó, các miếng đệm nâng và các tấm nhúng phải được buộc bằng dây buộc hình số tám hoặc dây quấn và yên, không phải dây buộc. Dây buộc ở chân neo nâng có thể xoay dưới lực đổ bê tông. Khi bê tông cứng lại, vật liệu chèn có thể bị nghiêng thay vì thẳng đứng, làm giảm khả năng chịu tải hiệu quả của nó và có khả năng khiến mối nối ren của phần cứng nâng bị kẹt hoặc ren chéo.
Bỏ qua tính tương thích của lớp phủ thanh
Thanh cốt thép phủ epoxy yêu cầu dây buộc tương thích để ngăn chặn sự ăn mòn điện tại điểm tiếp xúc. Dây ủ màu đen được buộc vào thanh phủ epoxy tạo ra một tế bào điện nhỏ ở mỗi khía hoặc điểm tiếp xúc trong lớp phủ. Sử dụng dây buộc phủ epoxy hoặc mạ kẽm với cốt thép phủ epoxy , như được quy định trong ASTM A775 và các tiêu chuẩn liên quan. Chi tiết này thường bị bỏ qua trong lĩnh vực này nhưng lại được yêu cầu rõ ràng trong thông số kỹ thuật kết cấu cầu và biển.
Lựa chọn phụ kiện bê tông đúc sẵn để mang lại hiệu quả lâu dài
Việc lựa chọn Phụ kiện bê tông đúc sẵn - từ ghế quầy bar đến hệ thống nâng hạ - có tác động trực tiếp đến thời gian hoạt động của kết cấu đúc sẵn mà không cần bảo trì. Các phụ kiện bị ăn mòn, biến dạng khi chịu tải hoặc hỏng về kích thước sau nhiều năm sử dụng có thể ảnh hưởng đến tính toàn vẹn về cấu trúc của các bộ phận được chế tạo tốt.
Lựa chọn vật liệu cho Ghế Bar và Miếng đệm
Ghế quầy bar bằng nhựa (polypropylen hoặc polyetylen mật độ cao) là tiêu chuẩn cho hầu hết các công việc đúc sẵn và đúc tại chỗ. Chúng trơ về mặt hóa học, không bị ăn mòn và ổn định về kích thước ở nhiệt độ gặp phải trong quá trình bảo dưỡng bê tông. Mối quan tâm liên quan đến ghế nhựa là khả năng chịu tải trọng điểm dưới thanh cốt thép nặng: Thanh #11 trở lên, hoặc nhóm thanh lớn hơn, có thể làm nứt ghế nhựa có thành mỏng nếu khoảng cách ghế quá rộng. Sử dụng ghế hạng nặng được định mức cho tải trọng dự kiến hoặc chuyển sang ghế dây thép cho các ứng dụng quầy bar lớn.
Ghế thanh dây thép thích hợp cho những chiếc lồng nặng và có thể trải rộng hơn mà không bị lệch, nhưng chúng phải được phủ epoxy hoặc được đặt với lớp phủ tối thiểu 1,5 inch so với khuôn - những chiếc ghế thép trần trên mặt khuôn sẽ báo hiệu một vết rỉ sét trên bề mặt bê tông trong vòng một vài năm.
Xếp hạng tải trọng nâng và các yếu tố an toàn
Các vật nâng nâng phải được lựa chọn dựa trên trọng lượng của bộ phận đúc sẵn, số lượng điểm gắp, góc của cáp treo nâng và hệ số tải động được áp dụng trong các hoạt động gắp và xoay. Hầu hết các nhà sản xuất vật chèn nâng đều yêu cầu một hệ số an toàn tối thiểu là 4:1 trong điều kiện tải tĩnh , với hệ số động từ 2–3 được áp dụng để tính tải trọng va đập của cần trục.
Sự tương tác giữa các hạt nâng và lồng cốt thép là rất quan trọng. Một miếng chèn không được buộc chặt vào các thanh liền kề sẽ không phát huy hết cường độ nhúng của nó - khả năng phá vỡ hình nón bê tông phụ thuộc vào việc miếng chèn được giữ ở vị trí thiết kế của nó với khoảng cách cạnh và độ sâu nhúng đủ. Luôn xem lại hướng dẫn lắp đặt của nhà sản xuất để biết khoảng cách tối thiểu đến các cạnh và các vật chèn khác, đồng thời xác minh chúng dựa trên bản vẽ đặt trước khi bắt đầu chế tạo.
Phần cứng kết nối nhúng
Các tấm hàn, ray đinh và các góc kết cấu gắn trong các cấu kiện đúc sẵn đóng vai trò là điểm kết nối cho kết cấu thép, hệ thống ốp được dựng tại hiện trường hoặc các cấu kiện đúc sẵn liền kề. Yêu cầu về độ chính xác về vị trí của chúng rất chặt chẽ - dung sai lắp dựng tại hiện trường cho các kết nối thép kết cấu thường là /- 1/4 inch trong mặt bằng và độ cao, có nghĩa là tấm nhúng phải hạ cánh trong phạm vi dung sai đó sau khi tất cả dung sai chế tạo và lắp dựng được xếp chồng lên nhau. Buộc chặt các đinh neo hoặc chân neo của các tấm nhúng vào lồng cốt thép đúng cách và đặt lồng cẩn thận trên các ghế đã được hiệu chỉnh là cách duy trì dung sai đó.
Tóm tắt: Các phương pháp tốt nhất để buộc cốt thép trong công việc đúc sẵn và đúc tại chỗ
Nguyên tắc cơ bản của việc buộc cốt thép không phức tạp nhưng chúng đòi hỏi sự chú ý nhất quán ở mỗi bước chế tạo và đặt lồng. Dưới đây là những điểm chính:
- sử dụng Dây đen ủ 16 đến 16,5 AWG cho công việc tiêu chuẩn; kết hợp loại dây với lớp phủ cốt thép (dây mạ kẽm hoặc epoxy có thanh tráng)
- Áp dụng dây buộc yên hoặc hình số tám tại các vị trí có chuyển động cao - vòng lồng cột, mối nối xây dựng, mối nối vạt áo và các điểm neo phụ kiện nhúng
- Uốn cong tất cả các đuôi dây vào trong sau khi xoắn để tránh di chuyển về phía bề mặt bê tông
- sử dụng the correct bar chair height for the specified cover — verify against the placing drawing before fabrication, not after
- Buộc tất cả Phụ kiện bê tông đúc sẵn (tấm lót, tấm, ống bọc) tại các điểm buộc tối thiểu do nhà sản xuất chỉ định bằng cách sử dụng dây buộc hình số tám hoặc dây quấn và yên
- Hãy cân nhắc sử dụng các công cụ buộc dây tự động chạy bằng pin để làm việc với khối lượng lớn - năng suất và tính nhất quán đạt được là rất đáng kể
- Kiểm tra lồng trước khi đặt bằng cách sử dụng danh sách kiểm tra bằng văn bản - nắp, khoảng cách, chiều dài mối nối, vị trí phụ kiện và dây buộc
- Trong sản xuất đúc sẵn, chế tạo trên các bàn gá lắp và duy trì tài liệu hỗ trợ các yêu cầu kiểm tra chất lượng và truy xuất nguồn gốc
Một chiếc lồng được buộc chặt sẽ không thể nhìn thấy được trong cấu trúc hoàn thiện - chính xác như nó phải vậy. Mục tiêu là bê tông hoạt động chính xác như thiết kế, với cốt thép nằm chính xác ở vị trí được đặt, trong suốt tuổi thọ thiết kế đầy đủ của kết cấu.